
With nearly 7,000 vessels worldwide now equipped with scrubbers, adoption continues to rise. While the technology offers clear compliance and commercial advantages, six years of Gard’s claims data reveals specific patterns of corrosion, fire, and flooding.


Published 12 March 2026
Exhaust Gas Cleaning Systems (EGCS), or scrubbers, are seen as an important and cost-effective compliance strategy for meeting MARPOL Annex VI sulfur limits. The technology has faced increasing regulatory scrutiny, with several states and port authorities implementing strict restrictions, particularly regarding open loop washwater discharge, driven by environmental concerns.
Within this evolving landscape, Gard has registered a variety of scrubber-related claims, primarily within its Hull and Machinery (H&M) portfolio. Based on these experiences, we share key technical insights and operational recommendations to mitigate future risks.
Article summary
- Water ingress is the biggest risk: Around 60 per cent of scrubber-related claims stem from corrosion and leakage in overboard discharge piping, sometimes leading to engine room flooding. Regular inspections, thickness measurements, and proper coatings are essential.
- Fire incidents remain a key hazard: About 22 per cent of claims involve fires, often caused by loss of cooling, faulty dampers or valves allowing hot exhaust gas into the scrubber, or sparks entering during hot work in shipyards.
- Most incidents occur during operations: Roughly 75 per cent of failures happen while vessels are at sea, highlighting the importance of robust maintenance, monitoring, and crew awareness of scrubber system vulnerabilities.
- Design, installation, and maintenance matter: Poor system design, incorrect nozzle configuration, inadequate coatings, or installation defects can lead to corrosion, tank pitting, and mechanical failures. Close cooperation with manufacturers and classification societies helps reduce these risks.
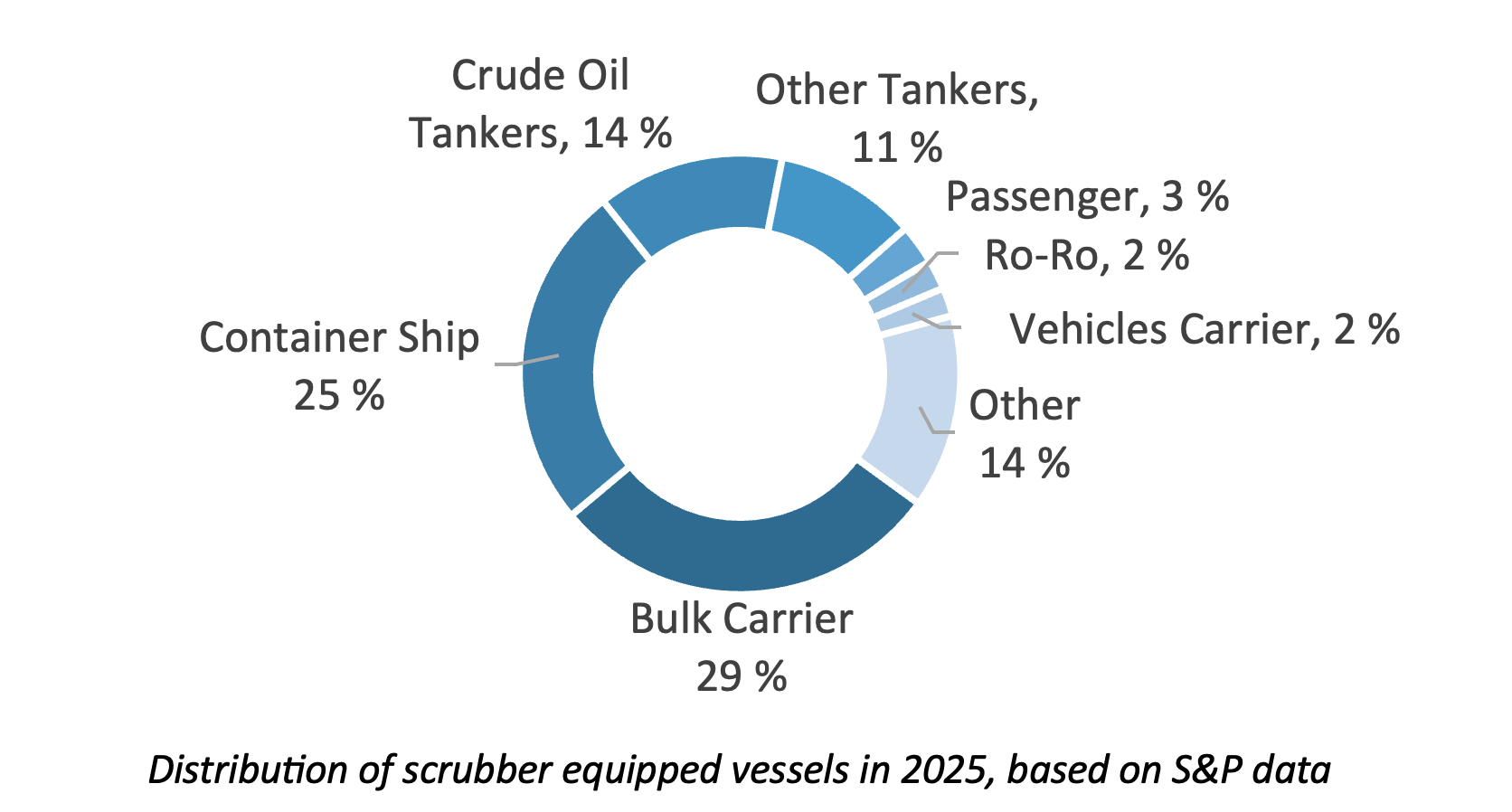
World fleet fitted with scrubbers
The global fleet of scrubber-fitted vessels has reached nearly 7,000, a growth of over 60 per cent since 2020. The adoption is largely concentrated among bulk carriers, container ships, and crude oil tankers. This trend is set to continue, with an additional nearly 1,000 newbuilds currently on order for scrubber installations, led primarily by larger tonnage such as Capesize bulk carriers and VLCCs. Retrofitting of scrubbers also continues among certain ship types. Supporting this is the "scrubber spread" – the price differential between Very Low Sulfur Fuel Oil (VLSFO) and HSFO.
Overview of scrubber‑related claims
Gard handled several scrubber‑related claims during the period 2020-2025. They reflect a diverse set of technical and operational challenges and offer valuable insight into system vulnerabilities.
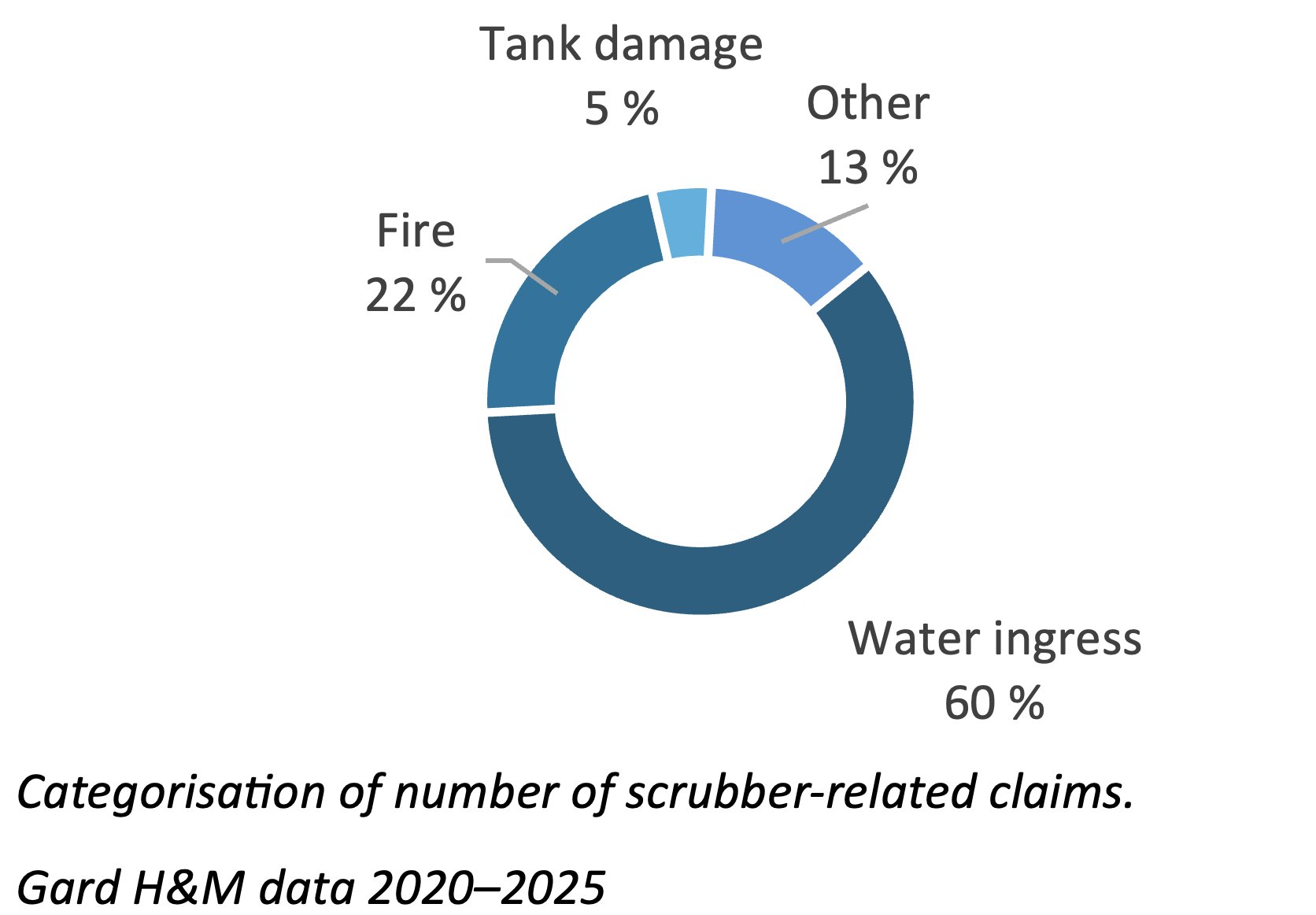
Type of claims
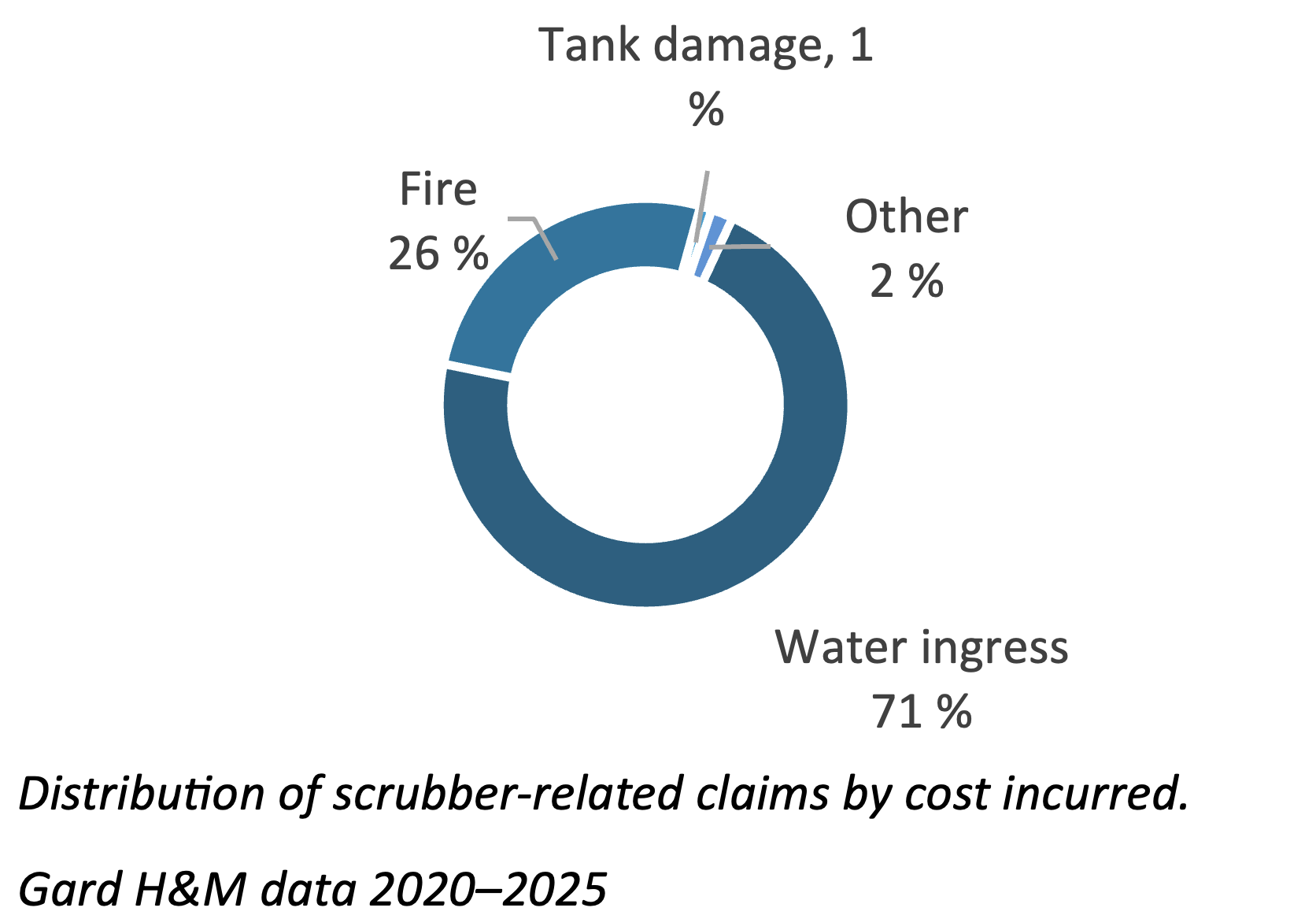
The claims data indicates that water ingress is the primary driver of scrubber-related failures, accounting for approximately 60 per cent of claims by frequency and over 70 per cent by cost. These incidents typically stem from corrosion and leakage, specifically within overboard piping, and align with recurring issues involving coating breakdown, acidic washwater, poor design, and improper material selection.
Other significant failure categories include:
Fire incidents are the second most frequent claim type (22 per cent by count; 26 per cent by cost). They are usually linked to dry-run operations, coolant failures, damper malfunctions, or the entrapment of hot exhaust gases.
Washwater tank corrosion often stems from inadequate coating systems or chemical imbalances in the washwater.
Mechanical failures include malfunctions in Continuous Emissions Monitoring Systems (CEMS), as well as pump and fan failures. While these are less frequent and relatively less severe, CEMS reliability is critical for regulatory compliance. These cases have been included in the ‘others’ category in the below graphs.
75 per cent of the above-mentioned scrubber‑related failures occurred during passage. Incidents during port operations accounted for just 10 per cent. A further 12 per cent occurred in shipyards, primarily during retrofitting of scrubbers, hot‑work activities, or post‑retrofit testing.
Frequency of scrubber-related claims
Scrubber-related claims for vessels in Gard’s portfolio have shown a consistent downward trend since 2020. This improvement is likely driven by a combination of refined system designs and increasingly robust operational practices. The six-year average claims frequency is 0.43 per cent – approximately 4 claims per 1,000 vessels each year.
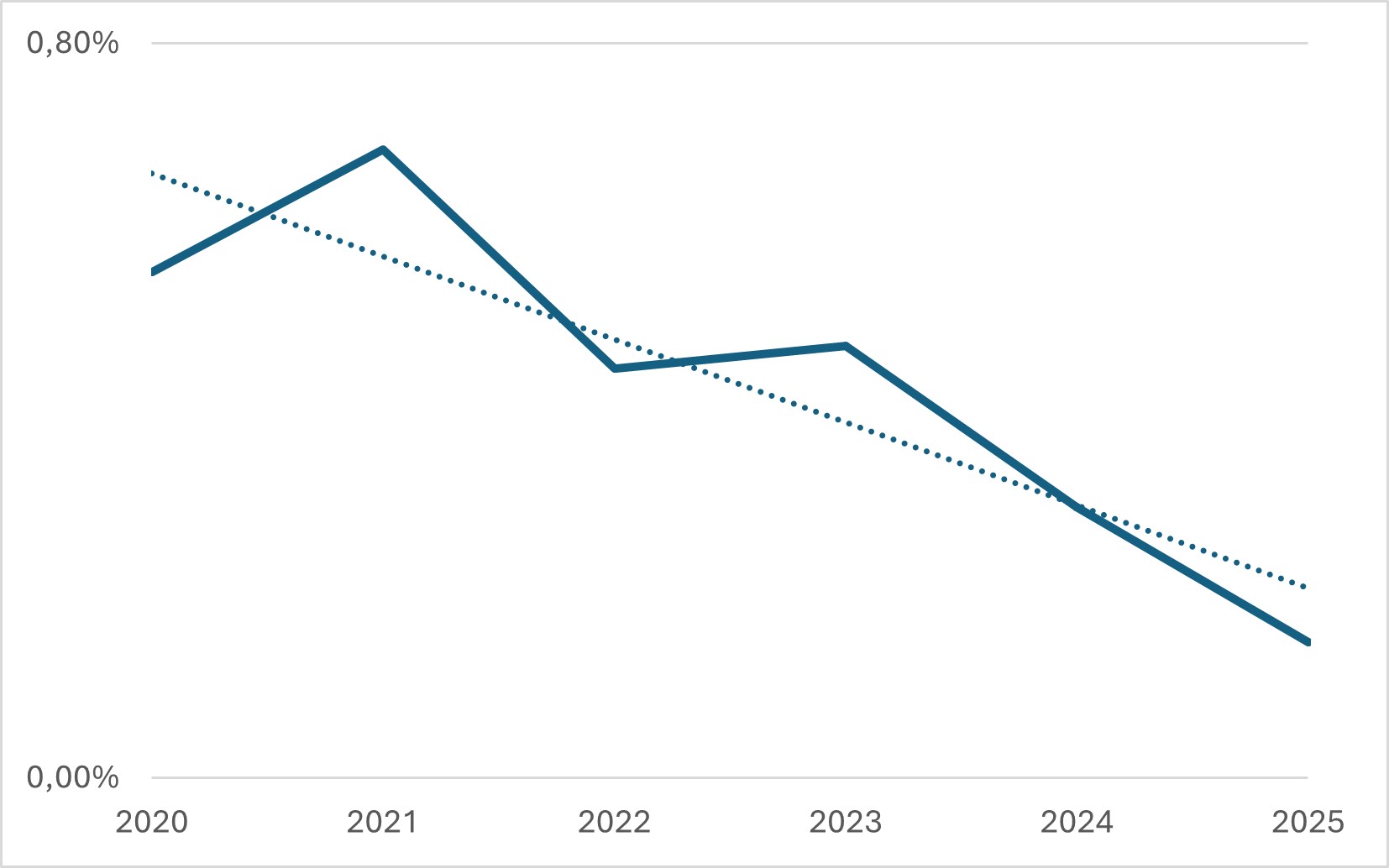
Frequency of scrubber related claims (Gard H&M data)
Water ingress due to corrosion in overboard piping systems
The overboard discharge piping of scrubbers, particularly distance pieces attached to hull structures, is increasingly prone to severe corrosion damage. This has in several instances resulted in critical engine room flooding. This degradation is primarily driven by the highly acidic and corrosive nature of the scrubber washwater, which aggressively attacks vulnerabilities such as coating discontinuities and unshielded flange-to-pipe interfaces. The risk is exacerbated by poor system geometry, specifically poorly sloped sections that allow corrosive effluent to stagnate, and a general lack of regular ultrasonic thickness measurements to monitor material loss. Furthermore, ClassNK has identified several key risk factors that influence the damage in washwater discharge lines. These include high acidity of washwater, high flow velocities and the presence of bluff bodies (blunt-shaped objects that cause flow separation and localized turbulence). Also, vessels with retrofitted scrubber systems have also been highlighted as more likely to experience these failures, according to the study.
Case study: Water ingress through corroded overboard pipe
A crude oil tanker suffered two separate failures of the same scrubber overboard pipe within a 14-month period. In the initial incident, divers discovered eight pitted areas and a 50 mm breach, necessitating the installation of a cofferdam and steel doubler for stabilization. The second incident was detected by a high bilge alarm, requiring divers to plug the overboard outlet while the crew constructed a cement box to arrest the ingress. Investigations revealed that the recurring failures were driven by a lack of pipe slope, which created stagnant pockets where acidic washwater could accumulate. This design flaw, compounded by poor drainage, led to the rapid breakdown of internal coatings and localized corrosion. After each of the incidents, the vessel’s classification society imposed a formal Condition of Class, requiring the vessel to renew the pipes.

Corroded area inside the overboard pipe

Location of holed area
Case study: Flooding of the engine room during repairs
While at anchor for scrubber overboard pipe repairs, the vessel experienced a catastrophic engine room flooding triggered by the failure of a temporary isolation method. To facilitate internal welding, divers had installed pneumatic plugs in the piping; however, one of these plugs became dislodged, resulting in an uncontrolled and high-volume ingress of seawater. The flooding remained uncontained for two and a half hours until divers could arrest the leak, by which time the water level had reached the engine room fourth deck, submerging machinery and electrical equipment in sea water. The vessel was rendered non-operational and required an emergency tow to port for extensive overhauls and repairs.

The pneumatic plug that failed

Flooded engine room
IACS classification societies do maintain strict standards for scrubber piping to mitigate the risk of such failures. Its unified requirements (UR MR81) require the thickness of the distance piece to be at least 12 mm in cases where complete pipe is made of corrosion resistant material steel, or 15 mm of mild steel in cases where the inside of the pipe is treated with an anticorrosive coating or fitted with a sleeve of corrosion resistant material. Beyond material specifications, some classification societies have also standardized operational oversight, requiring that the wall thickness of scrubber overboard pipes be verified as part of the annual survey. This is typically carried out using ultrasonic thickness (UT) measurements or visual inspection by divers to ensure the structural integrity is maintained.
Structural failures also extend to new installations like scrubber sea chests, which act as weak links when shipyard workmanship or oversight fails during hull penetrations and reinforcements. Beyond general structural deficiencies, damage can also occur during pressure testing of glass reinforced epoxy (GRE) scrubber piping. These systems rely critically on precise bonding, controlled curing, and stable support; deficiencies in any of these can cause sudden joint failure under load. For example, a container vessel’s GRE outlet failed during pressure testing due to dislocated joints and inadequate support arrangements, demonstrating how localized installation flaws can lead to flooding.

Detached seawater outlet pipe

Broken pipe support
Internal corrosion of parts in scrubber tower
Beyond general wear, we have seen several instances of severe internal corrosion, typically stemming from deficiencies in design and material selection.
Case study: Flawed design
During preparations for its initial special survey, a chemical tanker inspected its scrubber system, uncovering extensive internal corrosion and significant soot accumulation within the tower. Investigations revealed that these failures were primarily caused by flawed design configuration. Specifically, the use of incorrect nozzle types and improper spray orientations created "dead zones" that trapped acidic droplets and soot, leading to rapid localized deterioration.

Stress pitting corrosion in way of welding seams

Corrosion on the tower
Pitting in washwater holding tanks
There have been a few claims involving scrubber washwater holding tanks due to severe pitting, driven by the aggressive interaction between soot accumulation and tank coatings. The process begins when soot builds up on scrubber surfaces and eventually breaks off as solid, rock-like debris; these solids are then washed down into the holding tanks, where their abrasive nature physically damages the protective coatings. Once the coating integrity is breached, the acidic environment created by the soot-laden washwater leads to rapid corrosion and full penetration of the metal surfaces.
Fires in yards or dry docks
Gard has seen a few fire incidents where sparks from welding, metal cutting, and other hot work activities fell into the inner chamber of the scrubber through uncovered openings, and in one case the fire also spread to the engine room through GRE piping. Heat generated from the steel cutting for the supporting brackets, also contributed to the build-up of heat inside the scrubber. In all these cases the yard fire-fighting team responded and extinguished the fire with vital assistance from crew.
Later investigations revealed that crew had requested that the yard should cover the openings but this was not done. The fire risk to scrubber packing during the hot work activity had not been identified by yard personnel, and many of them were not aware that internal components of the scrubber were combustible. These fire incidents arising from shortcomings in hotwork safety procedures are not peculiar to scrubbers and can occur in any location onboard a ship where welding, cutting or grinding works are undertaken.
Fires at sea
Gard has handled several cases involving scrubber fires. These incidents are primarily caused by the absence of cooling, which allows:
Hot exhaust gases to ignite materials in the scrubber tower, typically due to improper closure of or damage to the exhaust gas inlet valve for the scrubber tower.
Sparks to enter the scrubber tower from the exhaust side when the scrubber is not in use.
In all of these cases, swift crew response has been critical in limiting fire damage.
Case study: Fire in scrubber body
While departing a port, a container vessel experienced a fire inside the scrubber tower. Before the fire, there were a series of alarms indicating temperature sensing faults and system shutdown. Subsequent inspection revealed extensive thermal damage to the scrubber interior, including complete burnout of the packing, demister, spray systems, and internal structures. The fire was primarily caused by the immediate shutdown of seawater pumps, which stopped the necessary cooling medium and allowed residual heat from the exhaust gases to ignite the scrubber's internal components.

Damaged quenching zone (left) and packing zone (right)
Case study: Fire in port
A fire broke out inside the exhaust gas cleaning system while the vessel was berthed and engaged in cargo and de-ballasting operations. At the time, the scrubber was offline and the seawater cooling pumps were not in operation. The exhaust valve was left open, allowing hot exhaust gas to flow into the scrubber, igniting plastic materials and causing structural damage.
The fire alarm was triggered, and firefighting efforts involved both the crew and the terminal’s fire brigade. The fire was extinguished within approximately one hour, but not before the plastic demister and other internal components were consumed by fire, and the stainless-steel shell plating showed signs of elevated temperature exposure.
Case Study: Fire at sea caused by hot exhaust gas leakage into scrubber tower
During a transit through an Emission Control Area, a bulk carrier suffered a fire inside its open-loop scrubber after hot exhaust gas leaked past a malfunctioning bypass damper. Vessel was using gas oil at the time, and the scrubber was not in use. Although the scrubber exhaust inlet valve visually appeared shut and the crew confirmed its status after an initial "valve open" alarm, the sealing was incomplete, allowing hot gas to enter the uncooled scrubber tower as the seawater pumps were off. Within three hours, a second alarm and a burning odor preceded high temperature alarms, leading to the complete melting and destruction of all internal polymer nozzles, packings, and piping.
Backflow of washwater into main and auxiliary engines
High-severity incidents involving the backflow of scrubber washwater into main and auxiliary engines have led to immediate loss of propulsion, necessitating salvage operations and extensive repairs. These cases are frequently traced back to malfunctioning high-level alarms within the scrubber tower, which fail to automatically trip sea water pumps and consequently allow water to enter the engines. Notable examples include a 2019 case involving a laden Capesize bulk carrier in the Singapore Straits and a 2023 incident in the Taiwan Straits, both of which underscore the risk this technical failure poses in high-traffic maritime corridors.
Key recommendations
Based on the incidents analyzed, we highlight the following key recommendations. Owners and managers are also encouraged to consult directly with scrubber manufacturers and classification societies for additional mitigation measures tailored to their specific equipment.
Fires in repair yards: Ensure yard workers are aware of scrubber fire risks and use appropriate barriers. Crew should actively monitor hot work rather than relying solely on yard safety watchmen, and ensure fire protection and firefighting equipment is prepared before commencing works. Risk assessments should identify flammable scrubber components and ensure these are protected by covering openings and preventing sparks or heat transfer during metal cutting, welding, grinding, and other hot work activities.
Fires at sea: Regularly test automated interlocks to ensure the exhaust gas bypass damper closes immediately if cooling pumps fail. Inspect exhaust inlet valves frequently to verify they are undamaged, seal properly when closed, and that all sensors and interlocks function correctly.
Washwater backflow into engines: Include scrubber tower high-level alarms in critical maintenance schedules to ensure they are functional and capable of automatically tripping the seawater pumps.
Water ingress due to corrosion of the overboard pipe:
Regularly measure wall thickness of the metallic distance piece, typically a survey item for classification societies, to detect coating breakdown or thinning. Inspect welded joints or cracks if leaks occur. Regularly test bilge alarms and pumping systems to ensure rapid detection and response. Apply high‑resistance coatings and renew pipework in time to prevent deterioration and flooding.
Damage due to poor workmanship and thermal shock: Closely supervise scrubber installation and maintain dialogue with manufacturers regarding design and installation requirements.
Pitting of holding tanks: Inspect scrubber towers for "dead zones" caused by improper nozzle orientation where soot can accumulate. Prevent soot buildup to protect tank coatings and avoid the acidic corrosion. Ensure initial coating is applied according to manufacturer specifications and inspect regularly.
Experience sharing by manufacturers: Owners should request manufacturers to share relevant scrubber failure incidents and lessons learned across fleets. Manufacturer service letters and design updates can help vessels benefit from industry experience.
Useful references:
Related Articles



Gard is a member of


