
Repairing instead of replacing a crankshaft can be a viable and attractive alternative resulting in substantial savings. This Gard Insight looks at what is involved and its benefits.
Published 14 March 2016
Example
A six-cylinder medium speed engine with a damaged crankpin journal displaying a slight bend and hardness levels of approximately 700 HB (the Brinell scale) had been condemned by the engine maker. Nevertheless, the ship owner and its insurer considered whether repair was an option and decided to proceed. The crankshaft was first machined to evaluate its condition and then a unique repair method was applied, which allowed the crankshaft to be re-used, saving considerable amounts of time and money.
Introduction
In 2012, Germanischer Lloyd gave class approval to Goltens, a specialist engine service and repair company, for a unique onboard annealing process for repairing damaged crankshafts. It is the leading supplier in this field and has been applied this technique to almost 200 badly damaged crankshafts around the globe, avoiding scrapping, saving expensive replacement costs and significantly reducing loss of hire and labour costs.
What is annealing?
Annealing is a heat treatment process to remove hardness and stress within metal and to increase its ductility. Hardness is a measure of how resistant solid matter is to permanent shape change under application of force. Ductility is a material’s ability to deform under stress.
On a molecular level, when a metal such as steel cools down rapidly, its crystalline grains transform into a lenticular (lentil/lens) shape. This causes the metal to become harder and more brittle in the process. Heating the metal to the appropriate temperature causes a homogenous growth of new crystals. The more heat applied to the metal, the more its ductility increases and hardness decreases.

Crankshaft in factory tempered state
During a bearing failure, a crankshaft absorbs a lot of heat. When the engine stops, the uncontrolled cooling can cause areas of excessive hardness of 600 to 700 HB or more. The grain structure of the steel becomes uneven and highly susceptible to cracking and potential shearing.
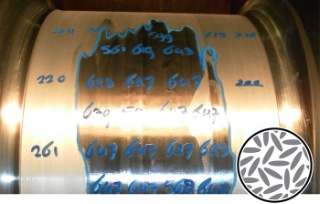
Damaged crankshaft
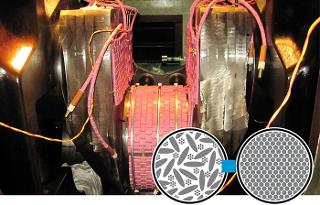
Annealing the crankshaft
The main bearings and flywheel are removed to prevent any damage from the heating process and ceramic tiles, control thermocouples and monitoring equipment are mounted and the journal insulated.
The crankshaft is heated to annealing temperature, during which the steel molecules recrystallize to a state consistent with their original ductility and hardness. The crankshaft is then cooled to ambient temperature at a carefully monitored, computer controlled rate and the annealing equipment is removed.

After annealing
Annealing is not manufacturer-dependent and can be applied to any crankshaft.
Can annealing save any crankshaft with excessive hardness?
Annealing cannot salvage crankshafts in cases where surface cracks extend below the minimum rated diameter of the shaft. Furthermore, hardness induced from a casualty often results in the crankshaft getting bent. Usually, it would revert to its natural shape after annealment or with additional machining and cold peening (mechanical working of the surface). However, in rare cases, when the crankshaft cannot be straightened within manufacturer tolerances, the shaft has to be condemned.
The benefits to owners and underwriters
This repair process takes a fraction of the time it would take to replace a crankshaft. This means considerably lower repair costs, less operational downtime and reduced loss of hire. There should always be an evaluation of the viability of repairing instead of replacing a damaged crankshaft.
A comparison of the processes and associated costs shows the considerable savings in costs and downtime in choosing repair over replacement.
We thank the Goltens Group for its valuable contribution to this article and photographs.
Please take a second to rate this article based on how useful and relevant it is by clicking on the stars in the top right hand corner.
Questions or comments concerning this Gard Insight article can be e-mailed to the Gard Editorial Team.
Related Articles


Gard is a member of


